
Technologie svařování polypropylenových trubek je poněkud tenká a pracná práce, takže než bude pokračovat, je nutné porozumět vlastnostem tohoto materiálu, jeho specifičnosti a vlastnostem. Potrubí z polypropylenu začaly vyrábět před 15 lety, ale v poslední době jsme mohli pocítit všechny výhody. Trubky a další prvky z tohoto materiálu se prodávají "téměř na každém rohu."
- Obsah
- Polypropylen - obecné informace?
- Vlastnosti polypropylenového potrubí?
- Špice z plastových trubek?
- Potřebné nástroje?
- Svařovací proces - stupně a vlastnosti?
- Závěrem?
Obsah
- Polypropylen - obecné informace
- Vlastnosti polypropylenového potrubí
- Rozprašování plastových trubek \ t
- Nezbytné nástroje
- Svařovací proces - stupně a vlastnosti \ t
- Závěrem
Polypropylen - Všeobecné informace?
Modifikace polypropylenu, tzv. "Rand kopolymer", který má řadu výhod, se používá pro výrobu trubek:
- pružnost;
- vysoká mechanická pevnost;
- vysoká odolnost vůči agresivním prostředím;
- široký rozsah teplotní stability;
- není rozpustný ve vodě, a proto je bezpečný pro životní prostředí;
- se při nízkých teplotách nedeformuje;
- žádná přilnavost na povrchu kanálů;
- monolitické svařované spoje;
- je nízkátepelná vodivost.
Svařování trubek umožňuje rychle vytvořit potrubí libovolné konfigurace
Tento seznam může pokračovat a pokračovat, zde jsou jen hlavní výhody kopolymerového randu. Jeho hlavní pozitivní kvalita, která převažuje nad všemi nevýhodami, je šetrnost k životnímu prostředí. Polypropylen neovlivňuje kvalitu vody a obecně je chemicky neutrální látkou. Indikátorem šetrnosti k životnímu prostředí polypropylenu je, že je vyroben z potravinářského obalu, jednorázového nádobí a dokonce i lékařského vybavení. Navíc je to trvanlivý materiál, potrubí je nejméně 50 let staré, a to není příslovečná postava. To bylo potvrzeno četnými experimenty v předních evropských laboratořích.
[include id = "5" title = "RMM je v záznamu"]
Vlastnosti potrubí z polypropylenu?
Na moderních plastových trubkách dochází k hromadné výměně starých železných trubek, které již zažily 3 roky a dokonce i 4 roky jejich vhodnosti. Technologie svařování polypropylenových trubek je tak cenově dostupná, že na tomto materiálu je prováděno 70% veškerých prací zahrnujících výměnu nebo pokládání nových potrubí. Plastové trubky jsou mnohem levnější než železo, ale tyto dva materiály nejsou srovnatelné po celou dobu provozu, navíc práce na vytvoření plastového potrubí je mnohem menší. Cena také ovlivňuje hmotnost materiálu, je velmi malá, a proto jsou náklady na dopravu také malé.
Dosud byla vyvinuta celá technologie svařování trubek, která zahrnuje adhezi různých trubekprůměr a všechny potřebné typy připojení:
- kola;
- inkluze;
- otáčky;
- Američané;
- upevňovací a upevňovací kování atd.

Inovativní technologie svařování pn trubek poskytuje špičkové spojení různých komponentů
Sestava plastových trubek má velký počet aplikací, které umožňují sestavit systém jakékoliv složitosti, tvaru a konfigurace. Jediným minusem polypropylenových potrubí je jejich nezvratnost, to znamená, že demontáž systému je vyloučena, abych tak řekl, „po staletí“.
Důležité! Rozlitý nebo přivařený spoj nelze erodovat a díl se používá dvakrát. Proto při práci s tímto materiálem musíte mít studenou mysl a pevnou ruku, stejně jako nezbytný náčrtek budoucího vodovodu nebo topení.
Pochopení významu procesu svařování plastových trubek je schopné každého, ale v tomto případě nejsou začátečníci šťastní, protože spěch a nepozornost jsou prvními nepřáteli jakéhokoli průvodce. Při práci s plastovými trubkami je však stejně jako u jiných materiálů nejdůležitější pravidlo: „Sedmkrát měří - jednou pájka.“
Spike z plastových trubek?
V souladu s moderními standardy a koncepcemi se proces svařování nazývá topochemická reakce, v průběhu které dochází ke vzniku mezery vazeb ve výchozích materiálech a vzniku nové chemicky stabilní vazby. Výsledkem úspěšné reakce obou plastových prvků je pevný monolitspojení Obecně platí, že technologie svařování polyethylenových trubek se neliší od adheze polypropylenu, jediný rozdíl je ve velikostech, nástrojích a účelu budoucího systému. Také technologie svařování IPD trubek je podobná jako u jiných typů plastových výrobků. Pro jasnost se budeme snažit vypořádat s nuancemi svařovacích polypropylenových trubek a pak bude vše jasné.

Svařování trubek z propylenu a polyethylenu vyžaduje od umělce přesnost a dovednost
.Potřebné nástroje?
První z nich nelze obejít - jedná se o svařované zařízení, v jeho principu působení se příliš neliší od železa nebo páječky, kromě vzhledu. Páječka (jako svařované zařízení se nazývá obyčejní uživatelé) se skládá z:
- termostatu;
- topnou desku;
- majitel nebo pero.
Topná deska má dva otvory, které umožňují připevnění lepicích prvků k ní. Protože principem spojování polypropylenových trubek je svařování samotné trubky, ze které je konstrukční díl, pak pár lepicích prvků má samozřejmě různé velikosti. Nejběžnější jsou trubky o průměru 20 a 32 mm.
[include id = "6" title = "RMM je v záznamu"]
Standardní sada pájecích souprav má čtyři sady trysek: 20, 25, 30 a 40 mm, což umožňuje svařování trubek běžného účelu, například pro přívod vody nebo topení. Trysky s čepem jsou vyrobeny z obyčejného železa, které je pokryto speciální teflonovou vrstvou, která zabraňuje lepeníplastu k povrchu prvku.

Vše potřebné pro svařování polypropylenových a polyethylenových trubek
Věnujte pozornost! Součástí svářečky je také stručná uživatelská příručka, která se řídí doporučeními, která mohou snadno zvládnout proces adheze plastových trubek.
Svařovací proces - stupně a vlastnosti?
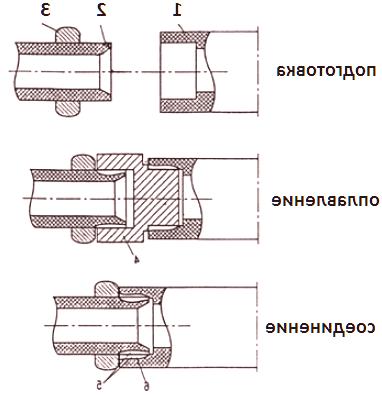
proces svařování, kde:
1 - tvarovka;
2 - zkosení na konci trubky;
3 - omezující svorka nebo štítek.
Důležité! Vyhřívané části jsou přísně zakázány rolovat kolem své osy, spojovat je s rychlým a sebevědomým pohybem, při dodržení soudržnosti prvků.
Závěrem?
A co je nejdůležitější, nespěchejte, buďte opatrní a opatrní, protože celý proces je doprovázen použitím elektrické energie, která je v některých případech dokonce zbraní v neproniknutelných rukou. Proces pájení plastových trubek vyžaduje neustálou praxi, pokud není možné získat jeho činnost, je lepší obrátit se na specialisty.







