29. července 2011
Bloky stěnové betonové
\ t

Sekce: Stavba
, modul je kompaktní, hmotnost není větší než 14 kg. Práce bez elektřiny na každých 5-8 minut, může být vytvořen bez základního roztoku půl tloušťky metrů vysoká stěny 150 a 250 mm, což odpovídá 8 standardních pokládání cihel a pustotnistyu 45%.
Modul je snadno ovladatelný, nevyžaduje zvláštní konstrukční dovednosti. Připravte směs smícháním cementu a písku s nízkým obsahem vody ("tvrdá" směs). Hlavní požadavek na písek - neměl by být mělký ani prašný. Písek lze použít nesolený. Navíc může přidat trochu drceného kamene. Ve směsi lze přidat pórovitého kameniva (keramzit, struska, piliny, atd.), Protože výrazně snižují mrazu stěny, což komplikuje proces přípravy směsi a formování bloků. Použití „tvrdé“ mix umožňuje sabotážní kondenzují ho a okamžitě odstoupit bez tvaru zpoždění.
- cement (ne menší než М300) - 1 díl;
- voda - 0,5 dílu.
Z jednoho sáčku cementu (50 kg) do 10 stěnových tvárnic. S komplexní test pevnosti, odolnosti proti mrazu a tepelná vodivost kompliment Bloky z cementu, písku směsi v den 14 po vytvoření přežít stlačení 96 tun pro tepelné vodivosti - nepřinesla stejné bloky z expandovaného jílu-beton, a po 50 cyklech zkoušky mrazu, což odpovídá 50 letům provozu, jejich síla se snížila pouze o 2-5% ve srovnání s kontrolními vzorkystandardní - až 25% snížení pevnosti.
Je třeba poznamenat, že stavební bloky vyrobené ve vakuu nejen ušetřit 45% stavebních materiálů. Vytvořený ve stěně budovy svisle obdélníkových studní je užitečná nejen pro pokládání flush a další nástroje, ale i pro organizace, budování větracích systémů.
, modul Strukturálně je vytvořena jako dutý vratnou bednění (Obrázek 1). To umožňuje vytvářet v plné velikosti a polovina stěnových bloků 510x250x150 nebo 250x250x150 mm přímo základní zděné stěny bez malty, nebo na jakoukoliv rovnou plochu (následnou instalaci zdi na podkladové roztoku).
modul se skládá z formy pustotoutvoren dva odnímatelné rukojeti, čtyři příčné a jedno podélné čepy, jejichž cílem je stanovit pustotoutvoren a oblastí používaných při výrobě polovičních bloků. Všechny části modulu jsou vyrobeny z oceli.
Velmi důležitá vysoká přesnost výroby formativní prvky, jako je nejmenší narušení a nesrovnalostí při provádění svářečských prací v nejlepším případě protyrazhyruyutsya o tisících také zablokovat, v nejhorším případě - nemůžete se stripping ani jeden blok - formativní části nestáhne všechny nebo zničit tvarovaný blok.
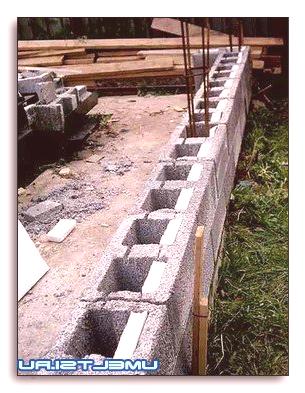
Bloky tvoří vrstvy, přičemž spodní vrstva bloků pro zajištění spolehlivé adhezních vrstev dříve mírně navlhčené. Pro jednotky tvořící smontované modul instalován ve spojcestěny (obr. 2, a), poskytující mezeru mezi ní a koncem sousedního bloku v 6-8 mm. Malé výčnělky pod tvary, které pokrývají spodní řadu bloků, které zajišťují její přesné upevnění při pokládání stěny.
Pomocí škrabky naplňte připravenou směs ve formě a zhutněte ji válcováním (Obr. 2.6) s častými, nikoli však silnými rány. Směs se periodicky přidává a hrabá, přivede se do horní roviny dutiny a seřídí se horní povrch bloku, čímž se odstraní přebytek směsi škrabkou (obr. 2, c).
Po narovnání a odstranění přebytku směsi vytáhněte podélné a příčné kolíky, odstraňte přepážku, pokud stojí, a nastavte přítlačnou desku na horní povrch tvarovaného bloku (obr. 2, g). Potom se do otvoru kolejového řádku vloží příčný kolík, rukojeť prázdných zařízení se dotkne štěrbinami kolejového řádku a na základě příčného kolíku na okrajích kompresního panelu se postupně odstraní prázdné dráhy (obr. 2, e). Pomocí panelu panelu (Obr. 2, e) jako podpěry zvedněte formu nahoru a vyjměte ji z bloku. Formace je kompletní. Doba trvání cyklu je 5-8 minut.
Speciální výstupky na konci formy tvoří svislé kanály trojúhelníkového průřezu ve spojích mezi hranami hran sousedních bloků (obr. 2, w). Tyto kanály vedou pracovní směs (obr. 2, s) nejdříve 3 až 4 hodiny po vytvoření bloků.
Po vytvoření bloků při pokládání stěny nebo mimo ni pro normální tuhnutí směsi je nutné zajistit uchování vlhkosti v ní po dobu prvních 2-3 dnů. Toho lze dosáhnout jednímnásledující metody:
- 3 - 4 hodiny po zakrytí bloků (horní řada) mokrým hadříkem nebo polyethylenovou fólií;
- když se bloky vyschnou, lehce je navlhčete vodou z nálevky.
Pevnost předtvarovaných bloků se v závislosti na době expozice zvyšuje. V tomto případě, po 12 hodinách, jednotka sbírá asi 5% své pevnosti, a 100% trvá pevnost, která je smontována v blocích po 28 dnech po jejich výrobě (odpovídá značce cementu).
Zbývá dodat, že na zdi o rozloze 1 m2 je potřeba asi 60 kg cementu a 0,12 m3 písku, což je 4 - 5krát levnější než stejná stěna, postavená ze zakoupených tvárnic nebo cihel.
Firma TISE také zvládla uvolnění modulů pro montáž na stěnu tloušťky 19 a 38 cm se stejným stupněm dutiny.
Sběrný modul pro vytvoření úplného dutého bloku
při stlačeném zvětšení 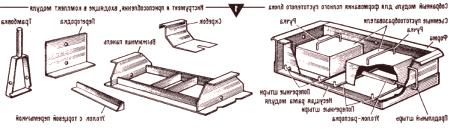
Sled operací při vytváření dutých tvárnic
při stlačeném zvýšení 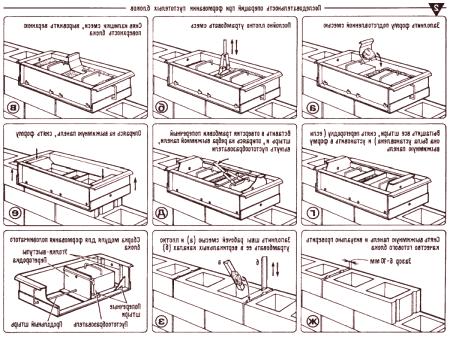
Zdroj self-made:
http://www.umeltsi.ru/